ジュエリー豆知識
日本では貴金属地金相場の重量の単位をグラム・キログラムで表示していますが国際的なドル建て相場の世界では通常トロイオンス(31.1035g)を一単位として価格表示されています。一般的なオンス(28.3495g)と同じOZと表記されている場合があるので混同しないように注意が必要です。
それでは人類が有史以来採掘精製した地金はどれぐらいあるのでしょうか?金はおよそ145,000トン。50mの競技用プール約3杯分です。プラチナはもっと少なく約4,000トン。これは路線大型バス3台分に満たない量です。どちらにしても人類が今まで発掘精製した世界中のすべての在庫での話なのですが少ないものですね。
- 比重
- 貴金属の魅力の一つに体積が小さいながらも重量感があると感じることでしょう。
- 比重とは一辺が1cmの立方体、いわゆるサイコロ状の水の容積の重量1gが基準となり同じ容積で金は19.32g、プラチナで21.45g、銀の場合は10.50gになります。もし、一辺が15cm角のサイコロを各地金で作ったらどうなるのでしょうか?
- 普通なら15cm角のサイコロなんて手で簡単に持てますし水の比重で3.37kgです。ところが貴金属の地金になると凄いんです!金では65.20kg、プラチナで72.39kg、銀でも35.43kgもの重量になります。想像を超えた重さで持ち上げるのも大変です。しかし、もし「お持ち帰りになられるのでしたら差し上げますが!」と勧められたらどうします?きっと軽く感じられるでしょうね。個人的にはもちろんプラチナを頂きますが・・・。値段が一番高いしね。
- 金の特性
- 金(Au)は金属の中でもっとも展延性にすぐれ、皆さんもご存知の通り金箔などにも加工されています。料理番組などで有難がって料理にのっけてるお馬鹿なシーンは有名です。対酸化性に優れているんだから食べても意味がないのが現実なのにね。おっと、話がそれてしまいましたが、1gの金で金箔なら畳半畳ほどの広さに延ばすことができ、金線なら約3000mの長さに加工できると言われています。しかし良く伸びますねぇ。
- 金の融け始める融点は1064.18℃通電性に優れ酸化しないため電子部品にも使われています。表示単位は純金を24k(karat)とし、純金の含有量はその24分比で表示されます。純金はそのままではやわらか過ぎるので一般的に銅と銀を純金に配合して合金にします。たとえば18kと刻印されている宝飾品では24分の18すなわち75%の金の含有量を表しています。750と表示されている場合もありますがそれは千分比の1000分の750の意味でk18と同じく、75パーセントの金の含有量を表しています。
- 金にはイエロー・ピンク・グリーン・パープル系など割金(混ぜて使う金属)の配合によって色を変化させる事ができます。代表的なところではホワイト・ゴールド(WG)があります。k18WGの場合75パーセントの純金に通常パラジウムまたはニッケル・などの割金を配合したものです。材料の安いニッケルを使うとどうしても黄色味がかかってしまうので日本アイボリー(株)ではパラジウム割にしています。ロジウムメッキでごまかさなくてもいいですし・・・おっと、知らない間に宣伝してしまいました。
- プラチナの特性
- プラチナ(Pt)は白金とも呼ばれています。金・銀が古代から人類に親しまれて来たのに対し比較的新しい貴金属です。発掘が盛んになったのも戦後です。
しかし使用用途は豊富で宝飾品をはじめ科学、医療、電子産業など工業分野ほか自動車のマフラーの触媒装置での使用が有名です。 - 融け始める融点は1768℃と高温で、この温度であればたとえ火災ですべてが焼失してもプラチナ素材のジュエリーは形状を留めるほど高温には耐えうる金属だと思います。溶解時は肉眼では直視出来ないほど発光します。純プラチナは純金と同じくやわらかすぎるので宝飾の世界では通常パラジウムを配合して合金にします。
- プラチナの場合、宝飾品にはPt、その後に数字が刻印してあります。Ptは同じ白色銀色の銀と間違えない為です。またPtの後に続く数字は千分比の中でどれだけの純プラチナが含有されているのか表すものです。たとえば宝飾品にPt900と刻印されている場合1000分の900すなわち90パーセントが純プラチナで残りの10パーセントに通常パラジウムが配合されています。
- 銀の特性
- 銀(Ag)は熱と電気の伝導率がとても高い金属です。産地としてはメキシコ・ペルー・ボリビアなどの中南米が有名です。欧米では古くから食器また宝飾品として使用されてきましたが日本では地金価格の安さから金・プラチナなどとは差別化され宝石店ではほとんど扱われませんでした。
- しかし近年、地金価格をあまり気にすることなく自由な感覚でデザインできるため若手デザイナーを中心にメンズ・レディースを問わずあらゆるデザインで製品化され若者に支持されています。空気中の硫化水素や水分中の二酸化硫黄に反応して黒く変色する欠点はありますが温泉成分などの水分は避け、空気中の場合もあまり放置せずに時折身につけていれば変色しないと思います。
- 銀製品には、SILVERと刻印されている場合がありますが、一般にはSV925または925と刻印されている場合が多いでしょう。それは別名スターリング・シルバーと呼ばれ今現在、国際的にもっとも多く支持され使われています。925Sとは、千分比の1000分の925、すなわち92.5パーセントが純銀で残りの7.5パーセントに通常銅が配合されています。
- 貴石と半貴石
- 石の話と書くと一般的には岩石などの砂利、簡単に言えばその辺に落ちている石を想像するでしょう。それではどこからどこまでが宝石なのか?と聞かれても明確な線引きは誰も出来ません。個人的には誰が見てもきれいだなと思えばそれはそれで宝石だと思いますが、ジュエリーの世界では通常、貴石と半貴石の総称を宝石と言っています。一般的には半貴石は貴石より軟らかく価値が低い物と分類されていますが取引上では価格が安い石を指す場合が一般的です。簡単に例を挙げるとダイヤモンド、ルビー、サファイヤ、エメラルドなどは貴石と分類され、ガーネット、アメシスト、トパーズ、シトリンなどは半貴石と分類されています。
- 人類と宝石
- 人類と宝石は、どのように関わってきたのでしょうか?人類と宝石の関係は過去7000年に渡ってアメシストなどのクリスタル系、ガーネット、エメラルド、ラピスラズリー、トルコ石などから、また石とは分類は異なりますが琥珀、真珠など、時の権力者の富、権力の象徴としての役割を果たしてきました。またお守りや魔除け等にも用いられ19世紀初頭までは治療の為に患部にあてたり、治療薬として石を粉末にして服用したりされてきました。科学の進んだ現代、服用する人はいないとは思いますが未だ神秘的な効用を期待してのお守りや魔除け、達成祈願のより処として所持着用されています。
- しかし最近、雑誌などの広告で半貴石をお金儲けに利用した企画などで、異性にもてる、金運が上昇したなどと大嘘の馬鹿げた記事と写真を載せて悪どい商売をしている業者を見かけますが本当に困ったものです。神秘的な魔法が解けてしまうようで嫌ですね。
- 宝石の単位重量
- 誰でも一度はカラット(キャラット)という言葉を聞いた事はあるでしょう。
宝石の世界では、宝石の質量をカラット Carat (ctまたはcarと略)で表わします。1カラットは、現在のメートル法では200mgと定義されています。わかりやすくグラム表示に直すと1カラット=0.2gになります。このカラットは一般にはダイヤモンドの質量を表わす単位と思われているようですが、宝石全般の質量単位として使われています。カラットとはその昔、イナゴマメの木の実がほぼどれを採っても均一の重さであったことから、天秤の分銅として用いられ、オリエンタル・バザーで実際に使用されていたことに由来するようです。10カラットのダイヤといえばかなりの金額で大きな物と思いますが重量にすると0.2g×10カラット=2gとなり、実際はたったの2グラムの重さです。 - 硬度
- 宝石には数多くの種類がありますがもしその中から王様を選ぶとすれば個人的にはダイヤモンドを選びます。小さな同等の重量であればダイヤモンドより高価な貴石はまだありますがその硬さに匹敵するものはどこにもありません。その為地球上ではダイヤモンドはダイヤモンドでなければカット出来ないのです。
- それでは硬度とは、どのような基準で表すのでしょうか?鉱物や宝石に関する場合、ウィーンの鉱物学者フーリドリッヒ・モース(1773-1839)によって考案されたスクラッチ(引っ掻き)硬度試験の結果であるモース硬度の数値で表示されています。
- さてモースが考案したスクラッチ硬度試験とはどのようなものなのでしょうか?それは2つの異なった鉱物の片側を試験石と定め、その尖らせた部分でもう一方である無傷の鉱物の表面をスクラッチした時にどれだけ抵抗(引っ掻き傷の有無)するかによって比較するもので軟らかい硬度の物が硬い硬度の物に傷つけられるとの基準の元、10種類の異なった硬度の鉱物を選び1から10まで等級づけました。そしてスクラッチ硬度1から2の石は軟らかい、3から6は中間の硬さ、6を超えるものは硬い、硬度8から10の鉱物は硬い鉱物または宝石と記述しました。
- スクラッチ硬度対照鉱物と(Mohs)硬度番号は以下のようになっています。
モース硬度 鉱物 備考 1 タルク(滑石) ツメで傷がつく 2 ジプサム(石膏) ツメで傷がつく 3 カルサイト(方解石) 銅貨で傷がつく 4 フローライト(蛍石) ナイフで容易に傷がつく 5 アパタイト(燐灰石) ナイフで傷がつく 6 オーソクレース(正長石) 鉄ヤスリで傷がつく 7 クォーツ(石英) ガラスを傷つける 8 トパーズ(黄玉) - 9 コランダム(鋼玉) - 10 ダイヤモンド(金剛石) - - 簡単に言えばモース硬度とは石と石とをこすり合わせて、どの硬度番号の対照鉱物までが試験石にキズを付ける事ができるのか?によって硬度を決めるという川原で子供でもやりそうな石こすり対決みたいなものですねぇ!
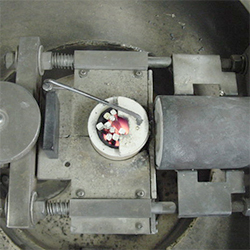
キャスティング(鋳造)とは形作られた鋳型に溶解した金属を流し込み、物を作る事です。それではどのような方法で溶解した金属を鋳型に流し込んでいるのでしょうか?ここではその仕事の主役である鋳造機の話をします。鋳造する上で無くてはならない物、それは金属を溶解する容器、いわゆるルツボ(坩堝)です。融点の高い金属を溶解する器なのですから何でも良いという訳にはいきません。素材として、古くは耐熱性に優れた粘土が使われてきましたが、現在ではより耐熱性の求められるプラチナなどの鋳造に用いられるセラミックス系を除けば、およそ黒鉛が主流です。さて黒鉛ですがどんな物質でしょうか?それは皆さんもご存知の鉛筆の芯とほぼ同一の物と考えていただければ結構です。
原始的な鋳造方法といえば粘土で作ったルツボに地金を入れて炉、またはバーナーで溶解し、それを粘土、石膏などで作られたメス型、いわゆる鋳型に注ぎ込むやり方です。確かにそれでも形にはなりますが、自然重力に頼るだけのやり方ではどうしても地金の密度が低くなり、また流入圧力が低いため地金の鋳型への密着性が低く、物の細部まで表現するのが難しくなります。それより何よりかなりの熟練者でないと地金の溶解から鋳込むタイミングをつかむのが難しいでしょう。地金は溶解後、融点を過ぎてからは空気中の酸素と結合して酸化が進みます。そこで発生する不純物、ガス抜けの悪さが、あの地金の表面に現れるやっかいなスの原因になるのです。タイミングが早くても遅すぎても巧くいかないのが鋳造です。また地金の種類、鋳込む容量による鋳型の温度管理も重要になってきますので色々な条件、絡みを考えるとこれがベストだといえるパターンを見つけるのは本当に至難の業です。たとえボタン1つで溶解温度設定してくれる便利な最新型の鋳造機でも最終的に鋳込むタイミングは鋳造技術者の熟練度にかかってくるのです。
もし現在の鋳造機器の代わりを昔ながらの原始的なやり方でやると、きっとこんな感じでしょうか?
まず左足で吹子(ふいご)を踏みながら左手のバーナーでルツボを融点まで熱し溶解します。時折鋳型の温度に気を配りながら、その後タイミングを見て右手のルツボ鋏でルツボをつかんで鋳型に流し込みます。それは大変な作業だと思います。おっとその間にバーナーのガスを止めなくては・・・・








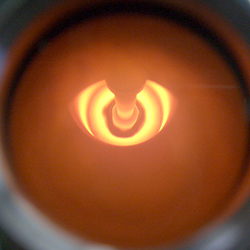
- 真空遠心鋳造機
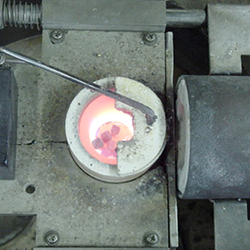
- 地金をルツボに配置後、地金を高周波で溶解し始めます。その後鋳型を鋳造機にセット、鋳造スペースを密閉し真空状態の中、のぞき窓から鋳造タイミングを計りルツボを鋳型と共に回転させてルツボの孔から鋳型へ遠心力を用いて地金を充填します。真空の利点は大気中よりも地金溶解の際、地金の酸化が少なく鋳型内の気体も少ないため抵抗なく地金が鋳込まれやすいと思います。遠心力を利用した鋳造方法は昔ながらの手法ですが地金の締まり具合は近年主力の真空吸引加圧方式以上かもしれません。







- 真空吸引加圧鋳造機
- 密閉性の高い2つのチャンバー内でルツボは上部、鋳型は下部に配置され、チャンバー内を真空にします。その後ヘリウムガスが充填されたチャンバー内で地金を高周波で溶解します。のぞき窓から鋳造タイミングを計り、当社ではルツボの配置された上部チャンバー内に2kgの圧力の窒素ガスで加圧、同時に鋳型が配置された下部のチャンバーからヘリウムガスを吸引、鋳型へ地金を充填します。ヘリウムガスは軽く鋳型に対し気体浸透性が高いため鋳型内からの抜けが良く、より密度の高い精密な製品が鋳造できると思います。